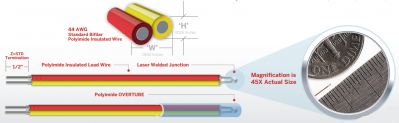
Temperature is one of the most important variables in various industrial processes. Any increase or decrease in temperature may affect the process results badly and lead to heavy losses. To avoid such severe consequences, process owners are using various types of accurate temperature measurement sensors. The thermocouple is one of the important temperature measurement devices used across various process industries for accurate temperature measurement. These sensors feature two conductors made of two different metals. During their construction, the metals are welded together to form a junction. The welding of dissimilar metals is not easy, and it requires a special type of welder. There are several thermocouple welding equipment in the market that assure perfect welding with minimal efforts. However, many of them fail to assure integrity and accuracy demanded by thermocouples. This is where Therm-x model 300 TIG welder makes a difference. How is this welder different from other similar products in the market? Read the post to know the answers.
Understanding the Working of Model 300 Thermocouple Welders
Tungsten inert gas (TIG) welding is also referred to as gas tungsten arc welding (GTAW). In this type of welding, a non-consumable tungsten electrode is used for creating welds. The tungsten electrode and welding area are kept contamination free using a shielding gas, which is mostly inert gas.
Model 300 thermocouple welder is used along with a pressure reducing valve and a bottle of inert argon gas. The following points will help you understand the working of this industry-standard thermocouple welder
The two wires to be welded are kept in the wire holder, which is inserted into the wire cavity. After this the WELD push button is activated, which sequentially initiates a series of events, which proceeds in the following way:
- The argon gas automatically flows into the chamber and purges the cavity. If it doesn’t flow automatically, this flow can be initiated using the PURGE push button. This purging produces a high-frequency field inside the cavity, which helps ionize the gas.
- A current of 12 Amp flows to the thermocouple wire through the tungsten tip. This current initiates the welding process. This current flow also helps terminate the earlier created high-frequency field, and ionizes the argon.
- The welding current is only made to pass for 0.1 seconds and it is then terminated by a timing circuit. This timing circuit is initiated at the start of the process.
5 Reasons to Use Model 300 Thermocouple Welders
There are several benefits offered by the Model 300 thermocouple welders which have contributed to their immense popularity in the market. However, the following advantages have fueled their easy acceptance among customers.
- Simple Design: The thermocouple welder has a simple and easy-to-use design. You need to push a single button to control various wire ranges. This makes it easier for anyone to use.
- Suited for a Wide Range of Wire Sizes: This thermocouple welder is ideal for welding wide wire sizes ranging from 44 to 20 AWG. This helps manufacturers save on their welder investments.
- High Reliability: The welder assures high-quality TIG welds, which in turn helps thermocouple manufacturers boost their product quality.
- Lightweight Construction: Unlike several other competitor products, these TIG welders are extremely lightweight, weighing only 10 pounds. This makes them portable, and ideal for users who may want to carry it to multiple locations.
- No Special Wire Preparation is Required: Many thermocouple welders demand laborious wire preparation before the use. In such situations, the welding becomes a time-consuming task. However, Model 300 thermocouple welders require no special preparation, thereby helping users improve their time-to-market capabilities
Precautions to Take When Using Model 300 Thermocouple Welders
The following tips will help you make effective use of the welder and minimize the risks and dangers associated with it.
- Avoid inserting fingers in the weld cavity: The welding current is produced by the welding electrode. This current travels to the copper jaws through the wires. From copper jaws, it travels to the brass ring of the welding cavity. Hence, it is recommended to use only the holder provided with the equipment inside the cavity.
- Be careful when using bottled argon gas: The thermocouple welder is used along with the bottle of argon gas, which is used as a purging agent. The gas from the bottle drives away oxygen from the weld cavity to assure a quick thermocouple welding in an inert environment. Although argon gas is not a critically dangerous substance, you have to be careful with bottled argon gas. This is because the gas is held at a high pressure. If a large amount of argon gas is released due to leaking or during the process, it may clear out the entire oxygen and nitrogen in the area, thereby increasing chances of catching fire. In such situations, personnel should immediately leave the area.
- Chain the argon bottle to the work station or the wall: The argon bottle may leak if it falls on the ground. So, it must be chained to the work station or the wall.
Do you want to know more about the maintenance or capabilities of Therm-x TIG thermocouple welders? Please contact the expert team at the earliest.